





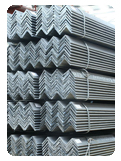










“鋼水成分穩(wěn)定、澆注溫度達標、拉速、冷卻和動態(tài)壓下參數(shù)正常,板坯外觀質(zhì)量完好,復產(chǎn)成功!”2月19日,一塊塊火紅的板坯從一切切割輥道緩緩駛出,標志著漢鋼公司順利完成板坯連鑄復產(chǎn)任務(wù),打破自項目投產(chǎn)以來29澆次記錄,首次連澆時間突破20小時。
板坯連鑄肩負著漢鋼公司轉(zhuǎn)型升級的關(guān)鍵工序,承接著冶煉和軋制的關(guān)鍵環(huán)節(jié)。漢鋼公司煉鋼廠不斷優(yōu)化生產(chǎn)工藝,提高操作水平,夯實責任,壓實擔子,為公司打贏生存保衛(wèi)戰(zhàn)和轉(zhuǎn)型升級攻堅戰(zhàn)貢獻煉鋼力量。
系統(tǒng)調(diào)試,下好設(shè)備保障“先行棋”
“修不如補,補不如防”。板坯連鑄生產(chǎn)線長,對設(shè)備精度要求高,該單位主動出擊,積極作為,成立板坯連鑄復產(chǎn)組織機構(gòu),總體部署落實復產(chǎn)工作。安排專業(yè)設(shè)備人員對水系統(tǒng)、供電系統(tǒng)、液壓系統(tǒng)和電氣系統(tǒng)運行情況進行檢查,在確保風、水、電、氣供應(yīng)正常前提下,進行單體設(shè)備調(diào)試。對大包回轉(zhuǎn)臺和中間包罐車的升降、旋轉(zhuǎn)動作進行測試,設(shè)置結(jié)晶器在線調(diào)寬和倒錐度控制精度,從扇形段液壓、輥道旋轉(zhuǎn)及開口度的標定、輸送輥道的旋轉(zhuǎn)和速度控制等全方位切入,模擬送引錠、鋼水澆注和更換水口等聯(lián)動試車,由各專業(yè)技術(shù)人員對生產(chǎn)中的每一環(huán)節(jié)進行全面評估和優(yōu)化,為板坯連鑄設(shè)備順利運行保駕護航。
工藝先行,握牢產(chǎn)品質(zhì)量“金鑰匙”
“板坯連鑄工藝質(zhì)量控制點多、鋼坯外觀及內(nèi)部質(zhì)量控制要求高,技術(shù)人員要認真分析前期冶煉及澆注過程中發(fā)現(xiàn)的問題,完善冶煉工藝控制卡。”漢鋼公司副總工程師支旭波強調(diào)道。
為確保板坯產(chǎn)出質(zhì)量,該單位積極組織技術(shù)人員召開板坯質(zhì)量提升會,制定可靠方案,明確各級人員職責。從原料入手,合理控制石灰、入爐鐵水成分及溫度。采取調(diào)整轉(zhuǎn)爐合金加入順序、時間及鋁塊加入量的方式,確保轉(zhuǎn)爐預渣和脫氧合金化效果。根據(jù)精煉爐到站和軟吹前的鋼水成分細化鋁線、鋁塊和鈣線加入量,進一步提高鋼水的純凈度。優(yōu)化板坯連鑄塞棒、滑板間和浸入式水口的氬氣流量,控制鋼水氧化,模擬澆注一次冷卻,根據(jù)結(jié)晶器的熱流值,計算結(jié)晶器下口的坯殼厚度,進而優(yōu)化結(jié)晶器寬面、窄面水量,確保坯殼出結(jié)晶器具備安全厚度。同時,調(diào)整結(jié)晶器開口度尺寸,檢查結(jié)晶器、彎曲段、弧形段等接弧精度和輥縫開口度,為板坯質(zhì)量提升做好充足的工藝技術(shù)保障。
風險防控,筑牢安全生產(chǎn)“防火墻”
安全是一切生產(chǎn)的基礎(chǔ),煉鋼廠“率兵領(lǐng)將”,深入一線,檢查風水電氣管路、石油液化氣的存儲及各類安全聯(lián)鎖裝置運行情況,及時排查隱患,將問題消滅在“搖籃中”。車間根據(jù)板坯生產(chǎn)重點設(shè)備、重要環(huán)節(jié)等,組織崗位人員進行安全教育培訓和操作技能培訓,確保全員安全上崗。同時,安排技術(shù)人員親自檢查中間包包襯砌筑質(zhì)量,水口和塞棒的安裝等重點因素,確保熔融金屬使用安全。
“壓實責任鏈條,在工作中專‘心’,嚴在平‘常’,做好生產(chǎn)的安全保障工作,一定要繃緊‘安全弦’,寧當安全生產(chǎn)的膽小鬼,不當安全事故的冒險人。”該單位主任工程師趙迪說道。(段少平 高海旺)



